不用再头疼!!你不知道的成套机床导轨淬火设备创新在这里!! 目前,我国尚没有成套机床导轨淬火设备,大型机床厂采用价格昂贵的进口设备,没有进口设备的厂家,则采用老式的电子管高频,或者可控硅中频。运动机构采用自制,或用刨床工作台代用等方式;制约着机床厂的专业化生产。
若用电子管高频淬火,因为频率太高(200Khz),淬火之后的硬度层太浅,尖角效应强烈,硬度不均,磨削余量不足。若用可控硅中频,因频率太低。淬硬层太深,变形量过大。增大磨削工作量,硬度层不一致。并且噪音大,加热淬火速度慢,耗电量大,成本高等。而超音频的频率约在15~50KHz之间,淬火之后,硬度层的深度约在1.2-3mm之间,无变形,硬度均匀,留有磨削余量,加热淬火速度快,耗电量少,成本低。
设备的主要技术参数:
| 纵向行程 | 4m,6m,8m,10m,12m |
| 纵向行进速度 | 100m/min-400mm/min |
| 横向行程(跨度为4.5米) | 1000mm |
| 横向调节线速度 | 20mm-100mm |
| 升降高度行程 | 900mm |
| 感应器最低高度 | 700mm |
| 升降线速度 | (快速)600mm/min(微调)20mm/s |
设备的主要构成:
1、超音频感应加热电源;2、水冷机组;3、三维运动机构;4、操作箱;5、感应器
(一) 超音频感应加热电源
中频感应加热设备主控部分安装于成套设备的上部机箱内,以进口德国IGBT为主器件,从根本上区别于可控硅为特征的中频和以电子管为特征的高频电源。
主要电路有以下部分组成:
1、整流滤波部分;2、逆变部分;3、主控和驱动部分;4、谐振单元;5、操作和各种保护
主要技术参数:
| 机型 | 供电电源 | 输入功率 | 频率范围 | 暂载率 | 外形尺寸 |
| WH-VI-120 | 三相四线380V | 120KW | 15~35Khz | 99% | 650*480*1440mm |
淬火变压器安装于整套设备的前端,磁芯为锰锌铁氧体,初级采用专用高频导线,次级采用优质紫铜管组成,绝缘材料采用H级聚酰亚胺和聚四氟乙烯。功率变换效率高,稳定可靠,节能省电,是机床导轨淬火的较佳专用设备。
(二)冷水机组
冷水机组安装于设备下部,由高效风冷散热器,4个强冷风机,一个220V,750W水泵及循环水路组成;系统内注纯静水5升,约3个月换一次水,实现封闭式内循环。
主要技术参数:1、水泵;管径40mm;2、压力0.3MPa;3、流量:6.3m3/h
(三)三维运动机构:由限位开关,滚珠丝杠,直线导轨,钢轨组成,以及单相500W电机构成控制三个方向的无级调速运动!
(四)操作箱
操作箱为悬壁式旋转机构;方便将操作箱置于便于操作的位置;操作箱上有电源开关按钮、电源功率调节旋钮和电源的全部保护指示灯,三维运动机构的操作按钮,急停按钮,电源开关等等。
(五)感应器
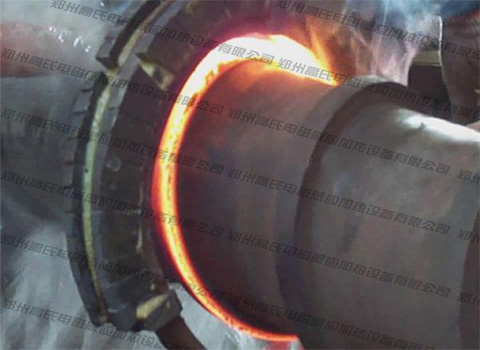
感应器根据不同机床导轨的截面图形,严格做成仿型形状,一般由于10*10mm的方形铜管制成。需要时加装导磁体,利用磁路的缺口效应,对床面进行扫描加热;感应器上同时有均匀分布的水孔;在扫描加热的后面同时进行扫描喷水淬火。用户只需要提供机床导轨截面图;感应器及导磁体由我公司量身制作。
要完成这个工作,对除了有好的电源之外,还要有一整套的运动机构。我们采用床身不动;加热设备运动的运动方式,这样设备所需车间长度大体为床身长度。运动所承载的重量不太大,运动机构比较轻巧。这样一来,由于电源,淬火变压器,水冷部分,淬火液喷淋部分是一整套的一个系统。因此需要整体进行运动,这也是本套设备的显著特点。
另外,在高度方向上,为适应不同的床身高度,感应也需要运动。为在宽度方向上适应不同的床身宽度,在横向上也需运动。
设备的主要特点是:电源柜,变压器柜,连同感应器,水冷系统组成统一设计一体的成套系统。进行纵向(沿床身长度方向)运动,和横向运动(垂直于床身长度方向的运动)。变压器连同感应器,进行高度方向的运动。