浅析花键轴的中频感应加热设备热处理工艺
来源:郑州高氏发布时间:2020-11-20 22:29:38
花键轴是各种机床中最常见的细长轴类零件。它的工作条件是花键套在花键轴上滑动,同时以一定的速度向下转动,在滑动和转动时,需承受很大的扭力。工作时间长了,花键轴的表面会发生磨损,甚至外圆棱边会磨出圆角,还有一部分会因强度过低,发生弯曲报废。所以通过各种实际的情况来看,在性能方面花键轴必须要有足够高的强度,表面有一定的耐磨性,并且尺寸要求精准稳定。要实现这些特点,除了在材料上选择调质钢外,还需要通过中频感应加热设备进行热处理工艺来改变内部组织结构。
1、正火,花键轴的加热温度是800-820摄氏度,保温时间是2个小时,加热之后在空气中冷却即可。
2、去应力退火,加热的温度范围是600-650℃,保温时间也是2个小时,在这里需要注意的是,工件应在井室的电阻炉中垂直吊挂,消除机械加工产生的内应力。
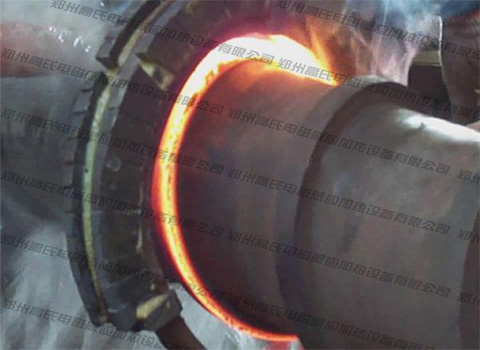
3、中频感应加热设备对花键轴的表面淬火,在淬火时,工件的质量比较容易控制,但是由于工件的截面形状特殊,电磁感应线圈不容易弯好,所以工件的表面与感应线圈的间距较小,很容易打出火花,损坏工件,间距一变大,花键轴的影响范围扩大,非常容易发生变形弯曲。
4、低温回火,最后一步,花键轴进行回火时,温度需要达到140-160℃,保温的时间为4个小时,之后取出放在空气中冷却,而这么做主要是为了消除中频感应加热设备对花键轴表面淬火时产生的残余内应力,降低它的脆性,保持表面淬火部位的高硬度和高耐磨性。
下一篇: 简析中频透热炉对履带板的热处理工艺过程
 300KW中频感应加热设备
300KW中频感应加热设备 小型柜式紫铜中频熔炼炉
小型柜式紫铜中频熔炼炉 滚丝机配件中频透热炉
滚丝机配件中频透热炉 中频感应加热炉
中频感应加热炉